目前,运用数字式数据处理比模拟电子技术显示了极大的优越性,随着探伤技术的发展,数字信号处理与分析已不再仅仅是辅助技术,而是一种基本技术。高性能的A/D转换器和高效率的微处理器的问世,将不断地取代模拟电子的技术,尤其在高频领域应用模拟电子技术明显受到限制。数字化超声波探伤使测试系统开拓了新的检测能力。
数字化超声波探伤仪的整个系统由计算机(工控机IPC)作为主机(上位机),以单片机芯片为主构成的四块专用板卡及系统构成及通用的开关量I/O板卡组成下位机,统一控制管理超声系统(见下图)。
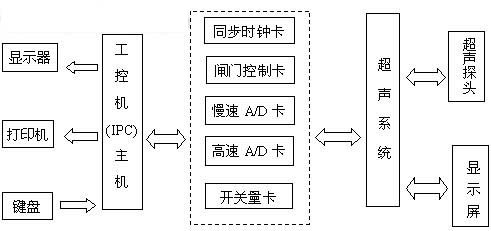
工控机管理的数字式超声探伤系统结构
系统程序流程:系统上电运行探伤操作程序→IPC机送下位机初始数据→中断响应进入缺陷判断报警程序→IPC机读取底波峰值电压VB,缺陷波峰值电压VF,底波距发射的时间TF信号及一组高速采样数据→分析计算处理数据→符合缺陷判断条件报警→显示屏上画出高速采样波形→调整后的闸门和衰减量等参数存储,待下一循环送出→返回探伤操作程序,并等待响应下一次中断。
由此,可见计算机与传统的超声检测系统相结合时,是超声检测技术向数字化、智能化方向发展的一个突破,因为它具有了以下的特点:
- 计算机控制的超声检测系统可自动选择检测参数
- 相互校正自动选择操作工艺
- 自动记录数据
- 进行换能器的自动补偿和检测结果的自动判断
从而实现自动判伤,自动读出和显示缺陷位置与当量值,并存储和打印输出探伤报告,大大地提高了探伤结果的可信度。
数字超声波探伤仪是目前研究的热点,主要集中在研究其适应性强,灵敏性高。我段自2000年引进数字式超声波探伤仪后,使我段在SS7型电力机车检修中车轴及轮箍的缺陷检测得率大有提高,尤其是同型机车且均运营在南昆线上,昆明机务段已有几起崩箍事故发生,而我段还无一类似事故。这是因为我段在事故发生前将缺陷检出,从而避免了事故的发生,如我段在2000年检测出12个轮箍有超限缺陷,2001年检测出13个轮箍有缺陷,3条车轴有裂纹。由此可见,数字式超声波探伤仪的缺陷检出可信度是模拟超声波探伤仪所无法比拟的,因此,发展数字式超声波检测技术在机车检测领域的应用是极其重要的。